买了三根1065滚珠丝杆用于实现3轴自动调平,热床采用磁吸试结合。本打算用一整套铸铁件好放弃滑轨,但螺母座必须保持上下移动,没有好的方式避免自旋,思前想后,还是决定使用滑轨,热床采用磁吸结构。自己设计了螺母座,修改了四五次内径尺寸才能配合的差不多,3D打印机打印这种孔洞结构 内径缩的太厉害,基本塞不进去。有机会好好研究下偏移量设置多少合适。

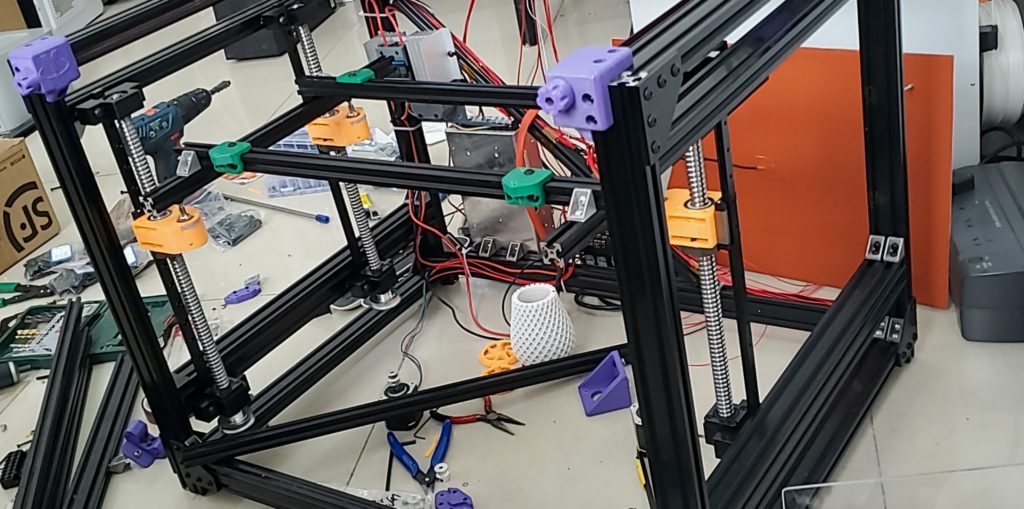
解决好丝杆和热床后,下一步就是电子方面的问题了。由于主板只有5个2260驱动,XY和挤出机占了3个,Z轴想使用3轴调平必须使用额外驱动器了。咸鱼买了个CL57和一个57的混合伺服步进电机。原本打算 左侧俩Z轴使用主板自带的驱动,右侧使用这个57的步进电机,结果坠入了一个大坑里面。由于驱动不同,需要声明几个数值,M584 驱动映射测试没问题。M350设置细分 可以跟冒号设置额外的驱动细分值
M350 X128 Y128 Z128 E128:128 ;
set microstepping M92 X640 Y640 Z3200 ; set axis steps/mm @128 microstepping
M92 E3360:3440 ; set extruder 0 and 1 steps/mm
这个例子是两个挤出机 细分都是128 第一个挤出机脉冲频率360第二个440
我按照示例设置后 无论怎么修改 额外挤出机的旋转总是跟主板自带的驱动无法同步。截止到2020年8月6日22:00我还是不清楚问题出在哪里。
为了继续下去,目前有两种方案。
1修改CL57将细分调整至和主板自带的一致,但买的串口调试线需要两三天才能到。
2将额外驱动用于挤出机,使用主板上的三个驱动分别给三个Z轴。这样的话挤出机配套齿轮是不支持57电机的8MM轴径的,要么换成42的步进电机驱动给设置开环使用,要么再买个42的伺服电机。并且使用42的伺服电机需要更改参数同样要用到RS232调试线。
由于目前我只考虑实现3Z轴自动调平,挤出机的事就等等再说吧,况且有考虑改成近程挤出的想法。所以就把以前挤出机的电机拿来当最后一个Z轴用了。就目前测试情况来看,3个电机独立没问题,发送G32主板也能够按照设置进行3点测量计算弥补,由于同步带还在路上,步进电机传动是3:1传动,频率还要计算下。反正目前是肯定不对的。
最终实现:额外驱动器作为右侧Z轴配合主板上自带两个2260驱动使用。挤出机继续使用主板的驱动。这样就没有额外花销了。有机会把采购清单列一遍,感觉花费实在有点多。