1:连接BL Touch
https://duet3d.dozuki.com/Wiki/Connecting_a_Z_probe#Section_BLTouch
接线如图所示:
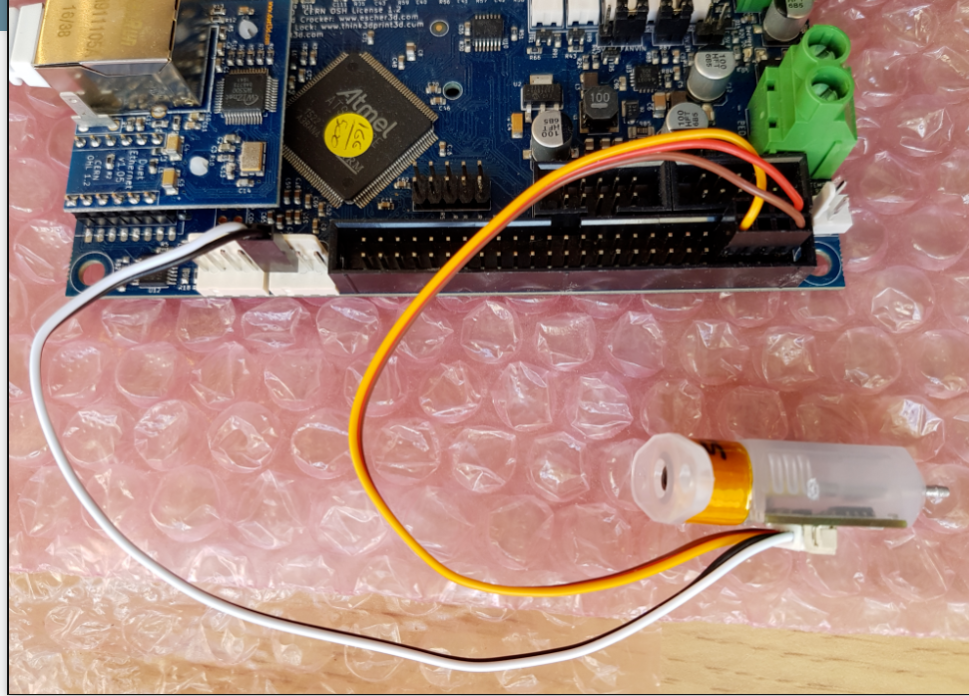
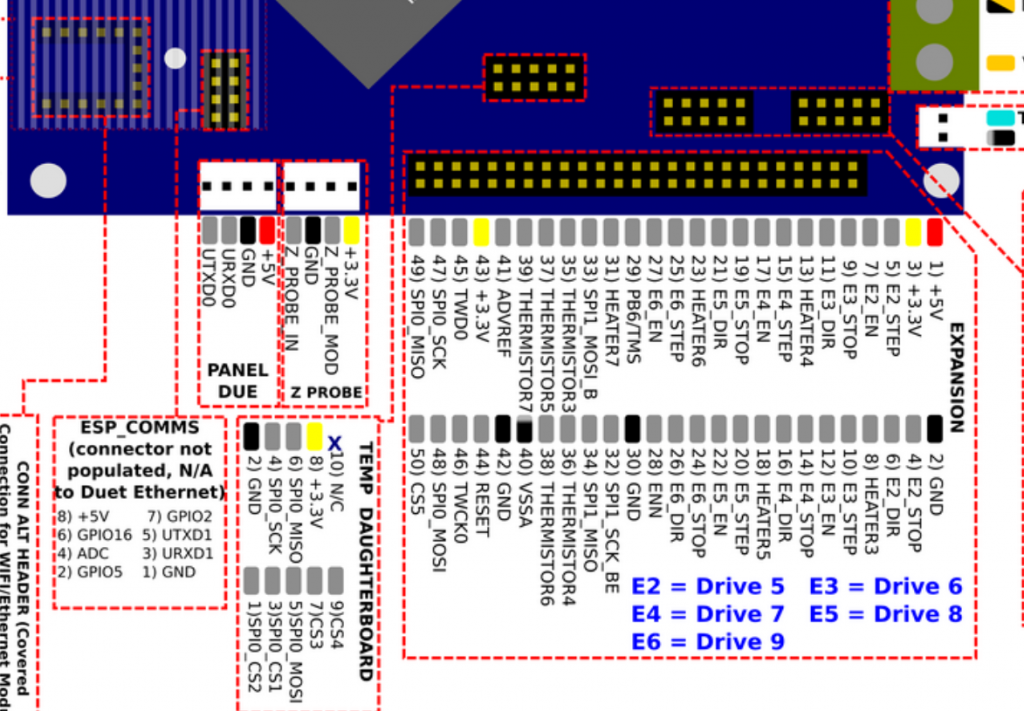
白线 接 “Z PROBE” z probe in (最左侧针)黑色接相邻GND
红线 接 1针 上 蓝或者棕接2针 橙或者黄接8针上。
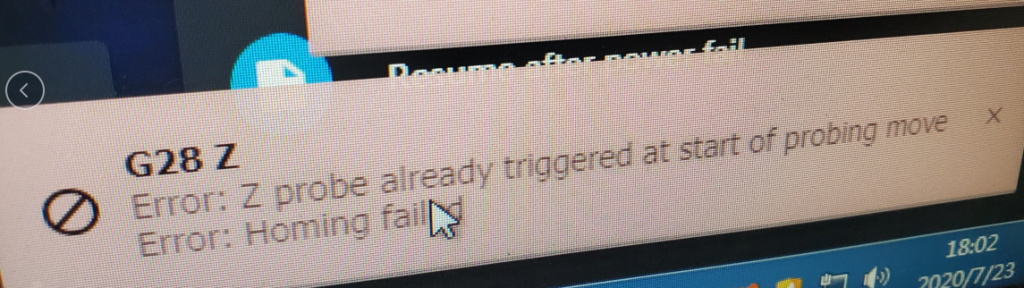
特别注意白线的连接牢固,不然你测试归位或者测试探针的时候会看到如下报错:
2:配置固件使用BL Touch/3D Touch
配置网站:
汉化配置工具地址: http://rrf.blramaker.com/
官方原版配置工具地址 : https://configtool.reprapfirmware.org
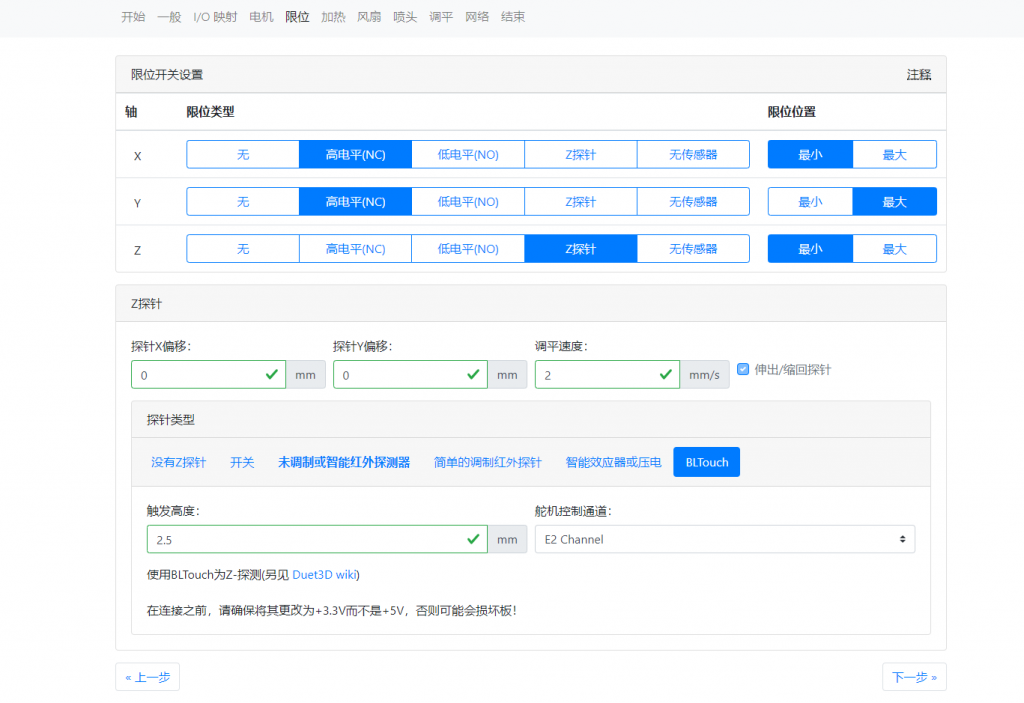
在限位开关设置项中选择BL Touch 即可,其它默认就行。
3:测试探针
发送M401 部署探针(BL Touch 此时探针放下) M402 收回探针(探针收回)
测试正常后再调平归位。在没有归位前想移动轴 输入M564 H0即可
4:测试偏移量
代码解释:
M564 H0 未归位前 解除轴移动限制 发送后 未归位也能WEB控制轴移动
G92 Z0 将当前Z轴高度位置设置为0点
G30 S-1 热床上升或者喷嘴下降 触发BL Touch 后将会返回一个高度值 此值为触发时离0点位置,这个值也就是Z轴偏移量。
操作步骤:
1关闭电源 手动拧电机把热床给调平,喷头轻触热床四角即可.轻触后将喷嘴手动控制到离开热床的地方。启动时BL Touch 会上下往复四次。
2 打开电源 Z轴+50mm 输入 M564 H0 解除轴限制 将喷嘴移动到热床靠近任意一端丝杆的地方(先把两个Z轴电机高度给搞好然后再慢慢调四个角)。
3 点击归位Z轴 此时 热床将上升 或者喷嘴下降 手动触发下BL Touch 看看是否停止移动 避免撞刀。
4 继续点击归位Z轴 触发停止后此时你会在WEB界面看到Z轴高度2.5mm (固件设置的) 此时 在热床上垫一张A4 纸 手动控制Z轴—0.5mm -0.05mm 直到拉动A4 纸 稍微有点吃力但不会滑破即可。此时输入 G92 Z0 设置当前Z轴高度为0。
5 热床手动web控制Z轴+5mm或者+10mm(让热床远离喷嘴) 输入G30 S-1 此时热床将会缓慢上升,触发后会返还一个值 (通常在0.1以内,在你使用作者的打印件前提下) 记录这个值,将热床 手动web控制+5mm 或者+10mm 然后继续 输入 G30 S-1 再次记录返回值
我的记录如下:
0.887 0.882 0.880 0.884 我就取0.88了
将这个值填写到 config.g文件内的 Z偏移处
; Z-Probe
M574 Z1 S2 ; Set endstops controlled by probe
M307 H1 A372.3 C109.6 D4.6 B0 ; Set PID for hotend values
M307 H0 A99.1 C453.2 D2.2 B0 ; Set PID for heated bed values
M558 P1 H5 F200 T9000 I0 R0.5 ; Set Z probe type mini ir sensor
G31 P500 X-2 Y-16.4 Z0.88 ; Set Z probe trigger value, offset and trigger height
M557 X30:270 Y30:270 S80 ; Define mesh grid
保存 重启 完工。
补充下 网格弥补 上方配置的
M557 X30:270 Y30:270 S80 ; Define mesh grid
命令 意思为 从 X 轴30 -270mm y轴 30-270mm 每隔80mm 探测一次Z轴高度
未启用网格弥补。。。打印的时候 热床中央不粘料 打印失败 启用后 打印成功。。效果立竿见影,不知道是不是巧合,还是说它自动帮我在地位置处弥补了一定高度。
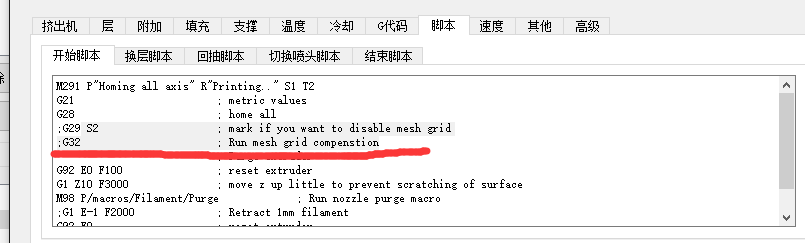
想启用就别注释掉 然后作者提供的simplify 3d 配置文件里 脚本项的开始脚本里 有个 G32 命令 就是运行这个网格弥补的。注释的话 打印就不会每次开始都跑一遍了
手动 输入G32 就可以运行网格探测命令了 让探针在你的床上 打几个点 看看高度 结束后WEB 界面里面一个 height map 可以看看你的热床平整度,然后视情况慢慢精细调整高度。就是 把喷嘴移动到靠近另一个轴 上 打点测试高度 然后对比自己上个轴的测试。。 再之后就 取下面2个靠近螺丝处再加上方居中处3个点确定平面吧。
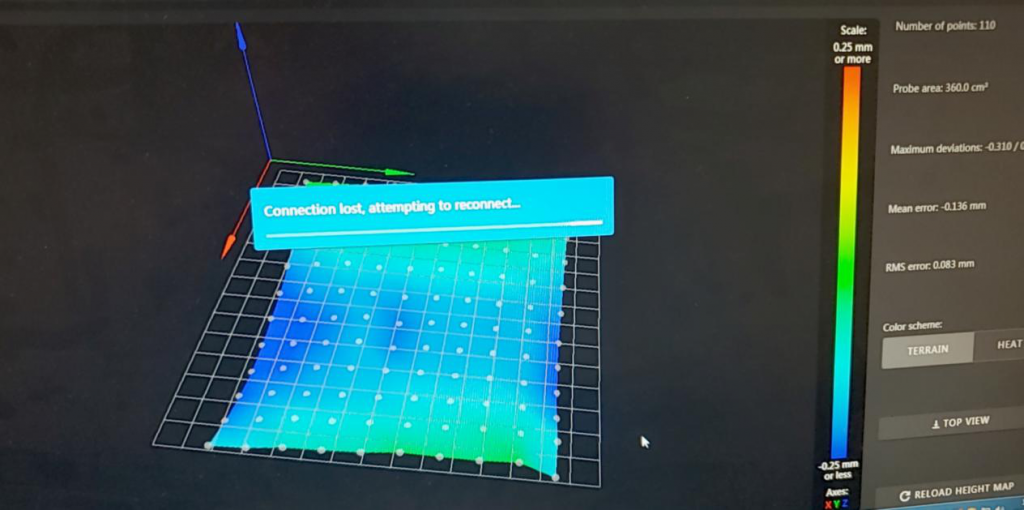
我启用后 发现两边高,中间低 可能需要在玻璃下面中间位置填张A4纸什么的了。
写的太杂 有些地方可能有错误 还望斧正。
一些操作报错 Google下 很详细 百度搜索不到的。。。
极力推荐高硅硼玻璃
粘模型,冷却后很容易取下。